以下是:张湾27simn油缸管库存充足的产品参数
| 最小起订 | 0.1吨 |
|---|
| 质量等级 | 正品 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 20# |
|---|
| 产品品牌 | 九冶 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品颜色 | 金属色 |
|---|
| 适用领域 | 油缸 机械加工 |
|---|
| 是否进口 | 否 |
|---|
| 颜色 | 有色金属 |
|---|
| 材质 | 20#/45#/16Mn/27SiMn/304不锈钢 |
|---|
| 厂家地址 | 山东聊城 |
|---|
| 品牌 | 九冶 |
|---|
| 加工定制 | 是 |
|---|
导读 张湾27simn油缸管库存充足,安达液压机械有限公司为您提供张湾27simn油缸管库存充足,联系人:高经理,电话:17706353138、17706353138,QQ:3573482096,请联系安达液压机械有限公司,发货地:聊城辽河路燕山路交叉口南500米东首发货到湖北省 十堰市 茅箭区、张湾区、郧县、郧西县、竹山县、竹溪县、房县、丹江口市。 湖北省,十堰市 十堰市,别称车城、中国卡车之都,湖北省辖地级市,介于北纬31°30′~33°16′,东经109°29′~111°16′,地处中国华中地区、湖北省西北部,汉江中上游地区,秦巴山区汉水谷地,北抵秦岭,南依巴山和汉江,武当山横贯全境;截至2023年,全市辖8个县级行政区,总面积23680平方千米;截至2022年底,十堰市户籍人口339.21万人。
湖北省十堰张湾27simn油缸管库存充足
<十堰>九冶管业有限公司

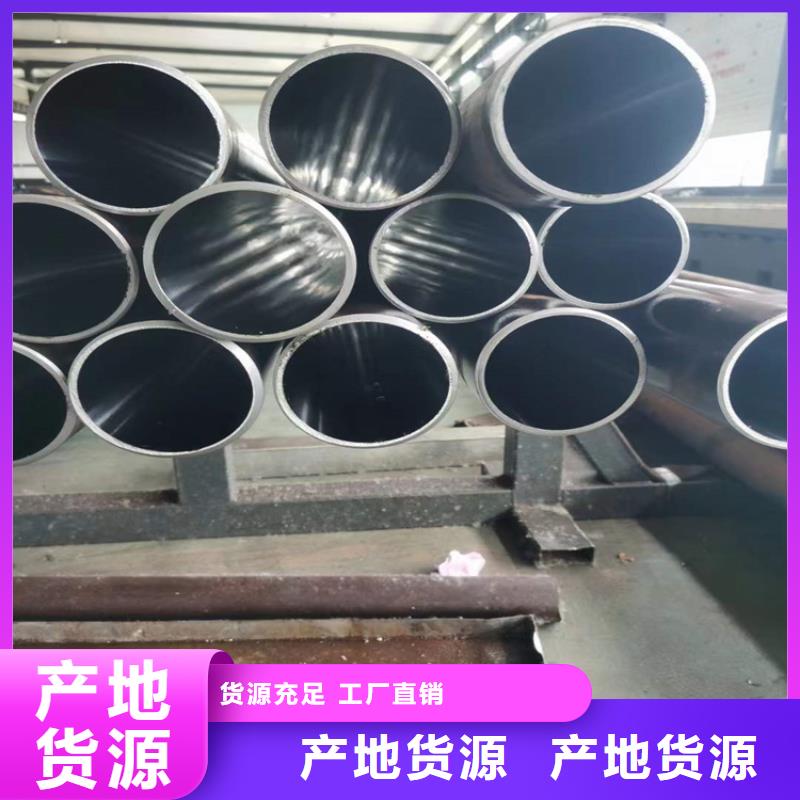
厚壁油缸管采用滚压加工,由于表面层留有表面残余压应力,有助于表面微小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高绗磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了厚壁油缸管内壁的耐磨性,同时避免了因磨削引起的烧伤。滚压后,表面粗糙度值的减小,可提高配合性质薄壁气缸管内表面磨损处理方法 薄壁气缸管存在较深纵向拉痕的,按照实物进行测绘,由专业生产厂俺珩磨管制造工艺重新生产进行更换,近资料显示,可运用TS311减磨修补修复珩磨管。
厚壁油缸管滚压与绗磨那种工艺精密度高 绗磨管厚壁油缸管其内孔一般采用镗削、铰孔、滚压或珩磨等精密加工工艺制造,使活塞及其密封件、支承件能顺利滑动,从而保证密封效果,减少磨损;油缸管要承受很大的液压力,因此,应有足够的强度和刚度。厚壁油缸管珩磨头伸进孔内然后由机器带动旋转往复并涨出磨条进行切削加工.机器是专用的珩磨机.有立式和卧式之分.立式较适于大批量的较短件连续生产如气缸套类.卧式的较适合较长件的生产.如果是加工铸铁类的生产效率转内圆磨的方式高几倍.但钢件珩磨效率比铸铁等要差点不过比起内圆磨的方式还是要快很多.精度方面不是什么问题比起内圆磨有过之而无不及.

<十堰>九冶管业有限公司
湖北省十堰张湾27simn油缸管库存充足
总结 您是想要在湖北省十堰市采购高质量的张湾27simn油缸管库存充足产品吗?安达液压机械有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的张湾27simn油缸管库存充足产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:高经理-17706353138,QQ:3573482096,地址:《辽河路燕山路交叉口南500米东首》。